


产品详情 公司简介
钣金冲压件去毛刺设备-钣金去毛刺厂家-去毛刺加工厂家
多方位发展的广东亿达智能装备有限公司主营钣金件去毛刺设备,集研发、生产、销售于一体。自成立以来,就具备良好的方案设计、项目策划能力,提供流程规范化整体方案解决服务,在工业机器人行业领域保持较高地位。公司以良好的信誉、优异的产品等雄厚的综合实力享誉全国各地,产品也深得用户信赖。
钣金冲压件去毛刺设备-钣金去毛刺厂家-去毛刺加工厂家。
精密冲压件导致毛刺的原因有哪些?
在精密冲压件加工过程中,有时候会发现五金冲压件有一些规格水准不一样的毛刺,对产品质量有的伤害。那么精密冲压件导致毛刺的原因是什么呢?
精密冲压件-
一、创口钝。
伤口毁坏变钝或啃伤均能导致毛刺。伤害伤口变钝的因素有:
1、模具凸、凹模的原材料及其金属表层 解决状况较差,耐磨性差;
2、冲模结构较差,弯曲刚度差,造成 啃伤;
3、操作过程时不马上润滑,毁坏快;
4、没有马上磨锋刃口。
二、间隙。
冲裁间隙过大、过小或不均匀均可导致毛刺。伤害间隙过大、过小或不均匀的有下列因素:
1、模具制造误差,冲模零件加工不符合施工图纸、底板平整度不大好等;
2、模具安裝误差,主导性一部分间隙大、凸凹模安裝不一样心等;
3、冲压机床精度差,如冲压机床导轨间隙过大,直线滑轨底部与工作台表面的平整度不大好,或是直线滑轨日程安排与冲压机床厨房台面的平面度不大好,工作台弯曲刚度差,在冲裁时导致挠度值,均能导致间隙的变化;
4、安装误差,如冲模上下底板表面在安装时未擦干净或对大中小型冲模上模的扭紧方法不当,冲模上下模安裝不一样心(尤其是无卡簧模)而导致工作上一部分倾斜;
5、冲模结构不合理,冲模及工作上一部分弯曲应变不够,冲裁力不平衡等;
6、碳钢板的瓢曲度大,碳钢板凹凸不平。
三、冲裁状况不当
如毛坯(包括中间制件)与模座或凹模碰触不大好,在定位高宽比不当的包边条自动冲孔机时,也会由于制件高度低于定位高宽比,在冲裁整个过程中制件模样与伤口模样不贴服而导致毛刺。
四、制件的使用性能差
模样复杂有突起或凹入的倾斜角均易因毁坏过快而导致毛刺。
五、原料不符制作工艺规定
原料厚薄情况严重误差或用错料(如钢材型号不对)导致相对间隙不合理而使制件导致毛刺。
以上内容就是相关精密冲压件导致毛刺的原因,确信大家早就有的把握。精密冲压件毛刺一般是在板才冲裁中导致的,一般来讲是无法避免的。
五金冲压件造成毛刺的解决方案
射频连接器愈来愈小,其接线端子也愈来愈小。从而对大家冲压的规定也进一步提高,毛刺难题是大家务必要留意的:
一、伤口钝。刀口损坏变钝或啃伤均能造成毛刺。危害刀口变钝的要素有:
1、磨具凸、型腔的材料以及金属表面处理情况欠佳,耐磨性能差;
2、冲模构造欠佳,刚度差,导致啃伤;
3、实际操作时不立即润化,损坏快;
4、沒有立即磨锋刃口。
二、间隙。冲裁间隙过大、过小或不匀称均可造成毛刺。危害间隙过大、过小或不匀称的有以下要素:
1、模具加工偏差,冲模零件加工不符工程图纸、底版平面度不太好等;
2、磨具安装偏差,导向性一部分间隙大、凹凸模安装不一样心等;
3、冲压机精密度差,如冲压机滑轨间隙过大,导轨滑块底边与操作台表层的平面度不太好,或者导轨滑块行程安排与冲压机橱柜台面的平整度不太好,操作台刚度差,在冲裁时造成挠度值,均能造成间隙的转变;
三、冲压油特性不合格
食用油、机械润滑油、再造油等非专用型成品油不管从极压耐磨性能、耐腐蚀特性、制冷特性上均不可以做到冲压生产加工的应用规定,因此会导致产品工件起毛刺、机器设备锈蚀起黄泡、职工过敏等难题。专用型亿达渤润冲压油选用的硫化橡胶动物油和硫化橡胶油酸酯为关键防腐剂配置而成,可适合各种类型机器设备对铜铝、碳素钢不锈钢板、钛金属等材料开展冲压、剪压、拉深等加工工艺。
四、冲裁情况不善
如毛胚(包含正中间制件)与模座或型腔触碰不太好,在定位高度不善的压边冲孔机时,也会因为制件高宽比小于定位高度,在冲裁全过程中制件样子与刀口样子不贴服而造成毛刺。
钣金冲压件去毛刺设备-钣金去毛刺厂家-去毛刺加工厂家。
五金冲压件导致毛刺的解决方法
射频连接器越来越小,其接线端子排也越来越小。进而对大伙儿冲压的要求也进一步提高,毛刺难点是大伙儿尽量要注意的:
一、创口钝。伤口毁坏变钝或啃伤均能导致毛刺。伤害伤口变钝的因素有:
1、模具凸、凹模的原材料及其金属表层 解决状况较差,耐磨性差;
2、冲压模具结构较差,弯曲刚度差,造成 啃伤;
3、操作过程时不马上润滑,毁坏快;
4、没有马上磨锋刃口。
二、间隙。冲裁间隙过大、过小或不均匀均可导致毛刺。伤害间隙过大、过小或不均匀的有下列因素:
1、模具制造误差,冲压模具零件加工不符合施工图纸、底板平整度不太好等;
2、模具安裝误差,主导性一部分间隙大、凸凹模安裝不一样心等;
3、冲压机精度差,如冲压机导轨间隙过大,直线滑轨底部与工作台表面的平整度不太好,或是直线滑轨日程安排与冲压机厨房台面的平面度不太好,工作台弯曲刚度差,在冲裁时导致挠度值,均能导致间隙的变化;
三、冲压油特性不过关
植物油、润滑油脂、重塑油等非专用成品油批发无论从极压耐磨性、抗腐蚀特性、致冷特性上均不能保证冲压生产制造的运用要求,因而会造成 商品产品工件起毛刺、机械设备生锈起黄泡、员工皮肤过敏等难点。专用亿达渤润冲压油采用的橡胶材料动物油脂和橡胶材料脂肪酸酯为重要添加剂配备而成,可合适多种类型机械设备对铜铝、合金钢不锈钢板材、合金材料等原材料进行冲压、剪压、拉深等制作工艺。
四、冲裁状况不当
如毛坯(包括中间制品)与模座或凹模碰触不太好,在定位高宽比不当的包边条自动冲孔机时,也会由于制品高度低于定位高宽比,在冲裁整个过程中制品模样与伤口模样不贴服而导致毛刺。
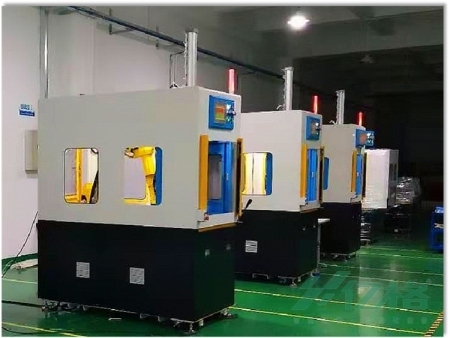
广州亿格智能有限公司生产的钣金件去毛刺设备,选用精良的材质,产品质量优异,制作工艺精巧,主要用于打磨。我司产品在全国拥有很好的销量,有需要的客户请到我公司销售网点选购,我们将以批发;零售的方式进行销售并以陆运方式为您进行货物配送。诚信为本,合作共赢是本公司的文化理念,我司积极开展广泛合作。
各种齿轮抛光去毛刺
1、外齿轮镜面玻璃抛光
应用磨砂颗粒流为外齿轮抛光,将齿轮对于工作服内,液体耐磨材料由外齿轮表面挤压成型流动性,开展左右双重碾磨。单批号用时约2-3分钟,对齿轮尺寸公差危害约2-3个μ。假如外齿表面表面粗糙度很差,又抛得十分镜面玻璃,则增加1-2分钟抛光時间。
2、内齿轮抛光去毛刺
齿型抛光去毛刺比外齿更为简易,工装设计不用考虑到工作压力的一致性,只将工件维护起來,不被挤伤,并能够批量处理就可以。耐磨材料从齿型一端挤进,从另一端挤压,这般循环系统就可以。齿型抛光,能够解决硬质合金刀具的齿轮工件。
3、斜齿轮抛光去毛刺
斜齿轮表面抛光去毛刺与一般齿轮外齿抛光基本原理一致,仅仅留意工装设计,让耐磨材料在挤压成型时,工作压力与斜齿轮斜坡一致,那样就不容易造成抛光不匀称的情况出現。
4、小型齿轮抛光去毛刺
图中是小型齿轮抛光去毛刺后,在光学显微镜下面的照片。左侧是抛光进行的,右侧是未抛光的,能够见到,初始工件的毛边十分大,抛光后毛边被清除地很完全,工件主体工程沒有损害,并且铁锈与金属氧化物都被清除整洁了。
之上4种种类的齿轮抛光去毛刺,基础能够包含绝大多数齿轮抛光要求。磨砂颗粒流加工工艺运用于齿轮抛光,能够限度地提高齿轮精密度与表面光滑度,提高齿轮在传动系统工作上的性能指标,环保节能并减少噪声,增加齿轮使用期。
广东亿达智能装备有限公司的发展离不开社会各界的关心与支持。回顾过去,展望未来,广州亿格智能有限公司将不断努力为全体提供好的钣金件去毛刺设备。公司实施可靠化、集约化的经营策略,发挥公司各方面的优势,专注发展机械五金产业。凭借多年经验,整合有效的解决方案,终提升客户价值,实现双赢。我们愿与您携手合作,共创美好明天。欢迎各界朋友莅临指导!地址增城区新塘镇荔新十二路96号11栋112号。
感谢阅读本文章,我们期待您电话咨询钣金去毛刺厂家,钣金冲压件去毛刺设备,去毛刺加工厂家,钣金件去毛刺设备等更多信息












-
张掖瓶装氦气哪家好 2021.05.05
-
定西商用肯德基门厂家 2021.05.05
-
吉林NATR30-pp不锈钢轴承多少 2024.04.26
-
兰州阻燃橡塑板报价 2024.04.26
-
武威橡塑板哪家好 2024.04.26
-
嘉峪关塑料吨袋软托盘尺寸 2024.04.27
-
企事业单位食堂承包多少钱 2024.04.27
-
张掖氢气多少钱,乙炔厂家 2024.04.27
-
宝鸡政府食堂托管企业 2024.04.27
-
陇南岩棉保温板托架供应厂家 2024.04.27
-
定西罗马柱欧式构件工程 2024.04.27
-
武威铝合金断桥门窗多少钱,隔热断桥铝 2024.04.27
关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

联系热线: 15345921929 平台商务合作: 2810881989
邮箱: 2810881989@qq.com
手机书生商务网:http://m.booksir.com.cn
书生官方微博:新浪、腾讯






中国电子商务的知名品牌(b2b网站)书生商务网(www.booksir.com.cn)为全国中小企业提供了商情发布,网络营销平台,供求信息平台等相关全自动化服务。
E-mail: 2810881989@qq.com
联系电话: 15345921929
商务合作QQ:
 2810881989
网站信息处理客服QQ: 2810881989
2810881989
网站信息处理客服QQ: 2810881989
Booksir® 版权所有 ©2002-2024
备案号:闽ICP备2020019188号-2
